ɨһɨ���ֻ����
ɨһɨ���ֻ����- ����ǯ��ģ����װ����̨ 1��ǯ��ƽ̨
��ϸ��Ϣ
Ʒ����MTS �ͺ�����ȫ ����������ƽ�� �����1000��1200(mm) ����ǯ��ģ����װ����̨ 1��ǯ��ƽ̨ ǯ�����黮��װ��*ƽ̨
ǯ��װ�乤��̨���ܣ�
ǯ��ģ�߹���̨����ǯ��װ��ƽ̨����Ʒ������ģ��ƽ̨�� ģ��ƽ�塢 ����ǯ��װ��ƽ̨������װ��ƽ̨����ҪӦ���ڶ�����е�豸��װ�估���Թ̶��������������T�βۣ����Թ̶�������е�豸��Ҫ��ϴ��װ��ƽ̨������ƴװʹ�á�
1��ǯ��ƽ�幤���治��������Ӱ����ۺ�ʹ�����ܵ�ɰ�ס����ס����ơ����������ɡ����ۡ����ˡ�����ȱ�ݡ�
2��ǯ��ƽ����������Ӧ�����ɰ��ƽ����Ϳ���ι̡�
3�����ȵǼ�Ϊ0��-3����ƽ�幤�����ϣ�ֱ��С��15mm��ɰ����������ͬ���϶�������Ӳ��ӦС����Χ���ϵ�Ӳ�ȡ������������ɰ��Ӧ������4������ɰ��֮��ļ��Ӧ��С��80mm��
4��ǯ��ƽ��Ӧ��������ϸ�ܵĻҿ�������Ͻ�Ȳ������죬�乤����Ӳ��ӦΪ170-220HB��
5��ǯ��ƽ�幤����ͨ��Ӧ���ù������ա��Բ��ù����ӹ���3��ƽ�幤���棬�����ֲڶ�Ra��***������ֵΪ5um��
6��ƽ��ȹ������2�Ĺ涨��
7�����ù�������Ӧ����Ϳɫ���м��顣���к���ʾ�ĽӴ�������ı��ʼ���3�Ĺ涨�����߰�25mm×25mm����������ĽӴ���������3�Ĺ涨��������25mm×25mm�еĽӴ�����֮��Ӧ������5�㡣
��������ƽ��-��������ƽ̨-�������ƽ̨-�������ƽ�����������ܣ�1�����100*100--3000*6000���������������Ҫ��ͼֽ��������һ��1000*1000���ϵļ���ƽ�����ƽ��֧������ʹ�ã�ͨ������������ƽ̨��
2����;�������ڸ��ּ��顢���������Ȳ����õĻ�ƽ�����ڻ�����е�������������飬������������ijߴ羫�Ȼ���Ϊƫ��IJ������������������ܻ��ߣ��ڻ�е������Ҳ�Dz���ȱ�ٵĻ������ߡ�
3�����ϣ���ǿ������HT200--300��������Ӳ��ΪHB170--240�����������˹��������˹��˻�600°--700°����ȻʱЧ2--3�꣩ʹ�ò�Ʒ�ľ����ȶ�����ĥ���ܺá�
4����������ƽ̨�����澫�ȣ������ұ������춨���ִ�У��ֱ�Ϊ0��1��2��3�ĸ�����
5����������ƽ�峣�ù���Լ������澫��������±���ƽ����×����mm
��������ƽ�徫�ȵȼ�
1��
2��
3��
ƽ��ȹ��um��
200×200
10
20
50
300×200
12
24
60
300×300
12
24
60
300×400
12
24
60
400×400
12
24
60
400×600
14
28
70
500×500
14
28
70
500×600
14
28
70
500×800
16
32
80
600×800
16
32
80
600×900
16
32
80
1000×750
18
36
90
1000×1000
20
39
96
1000×1200
20
40
100
1000×1500
24
48
120
1000×2000
26
52
130
1500×2000
28
56
140
1500×2500
32
64
152
1500×3000
70
174
2000×3000
74
184
2000×4000
88
219
����ƽ��ƽ̨��Ʒ���ܣ�
ǯ��̨ ǯ̨ ǯ������ƽ̨ ����ƽ̨�ֳƹ���̨��ƽ̨��ƽ�塣����ƽ̨���ִ���ҵ���ߵ�һ�֡� ����ƽ̨ ƽ̨�ķ��� �����ʷ֣�����ƽ̨�ͻ���ʯƽ̨�� ����;��Ϊ�� ����ƽ�壺�����ڸ��ּ��鹤�������ܲ����õĻ�ƽ��;���ڻ�����е���������;�������ijߴ羫�Ȼ���Ϊƫ��������ܻ��ߣ��ڻ�е������Ҳ�Dz���ȱ�ٵĻ������ߡ� ����ƽ�壺���ڻ�е���������Ķ���ʵ�飬�豸���ԣ����нϺõ�ƽ���ȶ��Ժ����ԣ��������T�Ͳۣ����������̶�ʵ���豸�� ��ϳ��ƽ�壺��Ҫ���ڻ����ӹ�����ƽ��ʹ�ã������п�T�Ͳۣ������̶��������������ӹ�ʱ��������м�� ����ƽ�壺�������й����ĺ��ӹ��գ���í��ƽ�岻ͬ������û�пף�������Ϊƽ���T�Ͳۡ� í��ƽ̨������í�����յĻ���ƽ�壬���������п�T�Ͳۣ�����Ҫ��������í��ʱ��һЩ�����ͺ��ӷ����T�Ͳ���Ҫ�������̶����Ӽ��� ����ƽ�塢װ��ƽ�塢����ƽ�塢����ƽ�塢������ƽ��ȡ� ����ƽ̨�IJ��� ����ƽ̨��;�� �����ڸ��ּ��鹤�������ܲ����õĻ�ƽ�棬���ڻ�����е���������������ijߴ羫�Ȼ���λƫ��������ܻ��ߡ��ڻ�е������Ҳ�Dz���ȱ�ٵĻ������ߡ� ����ƽ̨����: ����Ϊ��ǿ������HT200-250������Ӳ��ΪHB160—210���������δ���(�˹��˻�600��----700�����ȻʱЧ2---3 ��)��ʹ�ò�Ʒ�ľ����ȶ�����ĥ���ܺá� ����ƽ̨���ȣ� �����ұ������춨���ִ�У��ֱ�Ϊ0��1��2��3���ĸ����� ����ƽ̨��� 200mm×200mm—2000mm×4000mm(������ɸ����跽ͼֽ������˫���̶������ӹ�) ����ƽ̨���鷽������: ������Ϳɫ�� ���� 0��1��ƽ��ƽ̨��ÿ��Ϊ25�Lƽ���ķ�Χ�ڲ�����25�㡣 2��ƽ��ƽ̨��ÿ��Ϊ25�Lƽ���ķ�Χ�ڲ�����20�㡣 3��ƽ��ƽ̨��ÿ��Ϊ25�Lƽ���ķ�Χ�ڲ�����12�㡣 ����ƽ̨�������治Ӧ���⼣�����ۡ����˼�����Ӱ��ʹ�õ����ȱ�ݡ� �������治Ӧ��ɰ�ס����ס����ơ����������ɵ�����ȱ�ݡ������������Ӧ�����ɰ���ұ���ƽ����Ϳ���ι̡������Ӧ�ۡ�����ƽ̨�ھ��ȵȼ�����”00″����ƽ̨�������ϣ�����ֱ��С��15mm��ɰ����������ͬ�IJ��϶�������Ӳ��Ӧ������Χ���ϵ�Ӳ�ȡ��ڹ������϶����IJ�λӦ�������Ĵ������֮��ľ���Ӧ��С��80mm��
����ƽ��ƽ̨�ճ�ά��:
1��Ϊ�˷�ֹ����ƽ�巢���ı��Σ��ڵ�װ����ƽ��ʱ��Ҫ���ĸ�ͬ�����ȵĸ�˿��ͬʱ��ס����ƽ���ϵ��ĸ����ؿף�������ƽ��ƽ�ȵ�װ�����乤���ϡ�
2��������ƽ��֧�е��á���ƽ����֤ÿ��֧�ŵ��������ȣ���֤��������ƽ��ƽ�ȡ�
3������ƽ�尲װʱ������ƽ��ĸ���֧�ŵ��õ���������á���ʵ����*������Ա������ƽ��������ϸȡ�
4������ƽ��ʹ��ʱҪ������Ź�������Ҫ������ƽ����Ų���ȽϴֲڵĹ��������������ƽ�幤������ɿ��������˵���
5��Ϊ�˷�ֹ����ƽ��������Σ�ʹ����Ϻ�Ҫ������������ƽ�������������������ʱ�������ƽ����ѹ�������ƽ��ı��Ρ�
6������ƽ�岻��ʱҪ��ʱ��������ϴ����Ȼ��Ϳ��һ������ͣ����÷���ֽ���ϣ�������ƽ������װ������ƽ��Ǻã��Է�ֹƽʱ��ע����ɶ�����ƽ�幤��������ˡ�
7������ƽ��Ӧ��װ��ͨ�硢����Ļ����У���Զ����Դ���и�ʴ�����塢�и�ʴ��Һ�塣
8������ƽ�尴���ұ�ʵ�ж����ܼ죬�춨���ڸ��ݾ��������Ϊ6-12���¡�
����ƽ��ƽ̨��װ�������װ��ľ�ư�װ������ʽ��ƽ̨����������Ĥ��װ�����ְ�װ����ƽ����½���䣬�������õķ��������𡢷���ͷ�Ұ��װж�ȱ���ƽ��Ĵ�ʩ,��ȷ����ȫ�˵��ֳ��� �����밲ȫ �����DZ�֤ƽ�岻���ε�һ����Ҫ���ڣ���������ƽ��ʱҪ��֤�����أ������٣���ƣ�ͼ�ʻ�� �����������ӵ���������䡣 ��װ���� ƽ����ʹ��ʱҪ�Ƚ��а�װ���ԡ�Ȼ��ƽ��Ĺ�������øɾ�����ȷ��û������������ʹ�ã�ʹ�ù����У�Ҫע��������ƽ��Ĺ������й�������ײ����ֹ��ƽ��Ĺ�����;�����������������Գ���ƽ��Ķ�غɣ��������ɹ����������ͣ����п�����ƽ��Ľṹ�����������ƽ����Σ�ʹ֮����ʹ�á�
����ƽ��ƽ̨������� ��JB/T7974-1999�����Ҫ����
����ƽ��ƽ̨������⣺
1���������治Ӧ���⼣�����ۡ����˼�����Ӱ��ʹ�õ����ȱ�ݡ�
2���������治Ӧ��ɰ�ס����ס����ơ����������ɵ�����ȱ�ݡ������������Ӧ�����ɰ���ұ���ƽ����Ϳ���ι̡������Ӧ�ۡ��ھ��ȵȼ�����“00”����ƽ�幤�����ϣ���ֱ��С��15mm��ɰ����������ͬ�IJ��϶���������Ӳ��Ӧ������Χ���ϵ�Ӳ�ȡ�
3��������������ϣ�Ӧ�����а�װ�ֱ��������ȵ�װ��ʩ�����ƿ�Բ���ס���Ƶ�װλ��ʱӦ���Ǿ����������װ������ı䶯��
4�������û�Ҫ���ڰ幤�������������ƿۺ���Щ��λ��Ӧ���ָ��ڹ������������
5��Ӧ��������ϸ���ϵĻҿ�������Ͻ��������졣
6���������Ӳ��ӦΪHB 170-220��
7��������Ӧ���ù������գ�����“3”��ƽ�幤����Ҳ���Բ����������գ�������������ı���ֲڶȰ���������ƽ��ƫ��RaֵӦ������5um 8��Ӧ�����ȶ��Դ�����ȥ�š� ƽ��ȣ� �ɷ�ʵ���Ҽ�(Reference)��У�鼶(Master)���� ���Ҽ�(Working) ���� 1.AA��:��ƽ���(μm)= 1+1.6D2 (DΪƽ̨�Խ��߳���ֱ��),���ڸ߶Ⱦ��� ֮�ⶨ֮��, ������ʵ���ҡ� 2. A��:��ƽ���ΪAA��֮�������,�����ڹ�����������������֮����֮�á�
-
��Ӧ�̵����������Ϣ
�鿴����
-

��������˹���ܿƼ�����˾
��������ߡ��������ǡ���ҵ�ڿ�����Ӱ������ǡ��������ǡ���������ߡ����������������ά����ɨ���ǡ�������Ӳ�ȼơ�����������������ǵȾ��ܼ���豸��

����ǯ��ģ����װ����̨ 1��ǯ��ƽ̨
��ҵ����Դҳ��۸�����ο�����������ϵ���������� �۸� - �R1 ̨
��500.00
- ��Ʒ�ͺţ���ȫ
- Ʒ �ƣ�MTS
- �� �� �أ���������������
- �������ڣ�2023-09-17
ѡ�� 1̨���� ��500.00 ������ -+�ϼƣ�1̨�ܼۣ�500.00Ԫ����ϵ��ʱ����˵���Ǵӹ����������ģ�лл���������Ƽ���Ʒ
 ��29600.00
��29600.00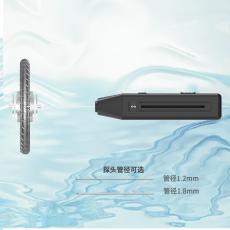 ��50000.00
��50000.00 ��16000.00
��16000.00 ��45500.00
��45500.00 ��55500.00
��55500.00 ��55500.00
��55500.00

��������˹���ܿƼ�����˾ �������˹��� ��˾����ͨ����˵��˺� => ������ȡ3�������û�Ա����������1�꣩ + 600�Ź��ٽ�
 ��������˹���ܿƼ�����˾ �绰��0510-66652165 �ֻ���13584954712 ��ַ�� ����ʡ����˶�Ź�ҵ����������C16-3�ų�����������������Ϊ������ƽ̨����������Ϣ�����ṩ�ߣ����٣�����վ���ͻ��˵ȣ���չʾ����Ʒ/����ı��⡢�۸��������Ϣ����ϵ�ɵ��̾�Ӫ�߷���������ʵ�ԡ�ȷ�ԺͺϷ��Ծ��ɵ��̾�Ӫ�߸��𡣹���������������Ʒ/����ǰע�������ʵ����������Ʒ/����ı��⡢�۸�������κ���Ϣ���κ����ʵģ����ڹ���ǰͨ����������̾�Ӫ�߹�ͨȷ�ϣ������ϴ��ں������̣��������ֵ��������κ�Υ��/��Ȩ��Ϣ�����ڹ�����ҳ����Ͷ��ͨ������Ͷ�ߡ�
��������˹���ܿƼ�����˾ �绰��0510-66652165 �ֻ���13584954712 ��ַ�� ����ʡ����˶�Ź�ҵ����������C16-3�ų�����������������Ϊ������ƽ̨����������Ϣ�����ṩ�ߣ����٣�����վ���ͻ��˵ȣ���չʾ����Ʒ/����ı��⡢�۸��������Ϣ����ϵ�ɵ��̾�Ӫ�߷���������ʵ�ԡ�ȷ�ԺͺϷ��Ծ��ɵ��̾�Ӫ�߸��𡣹���������������Ʒ/����ǰע�������ʵ����������Ʒ/����ı��⡢�۸�������κ���Ϣ���κ����ʵģ����ڹ���ǰͨ����������̾�Ӫ�߹�ͨȷ�ϣ������ϴ��ں������̣��������ֵ��������κ�Υ��/��Ȩ��Ϣ�����ڹ�����ҳ����Ͷ��ͨ������Ͷ�ߡ�